Functional film
Multilayer Laminated Film
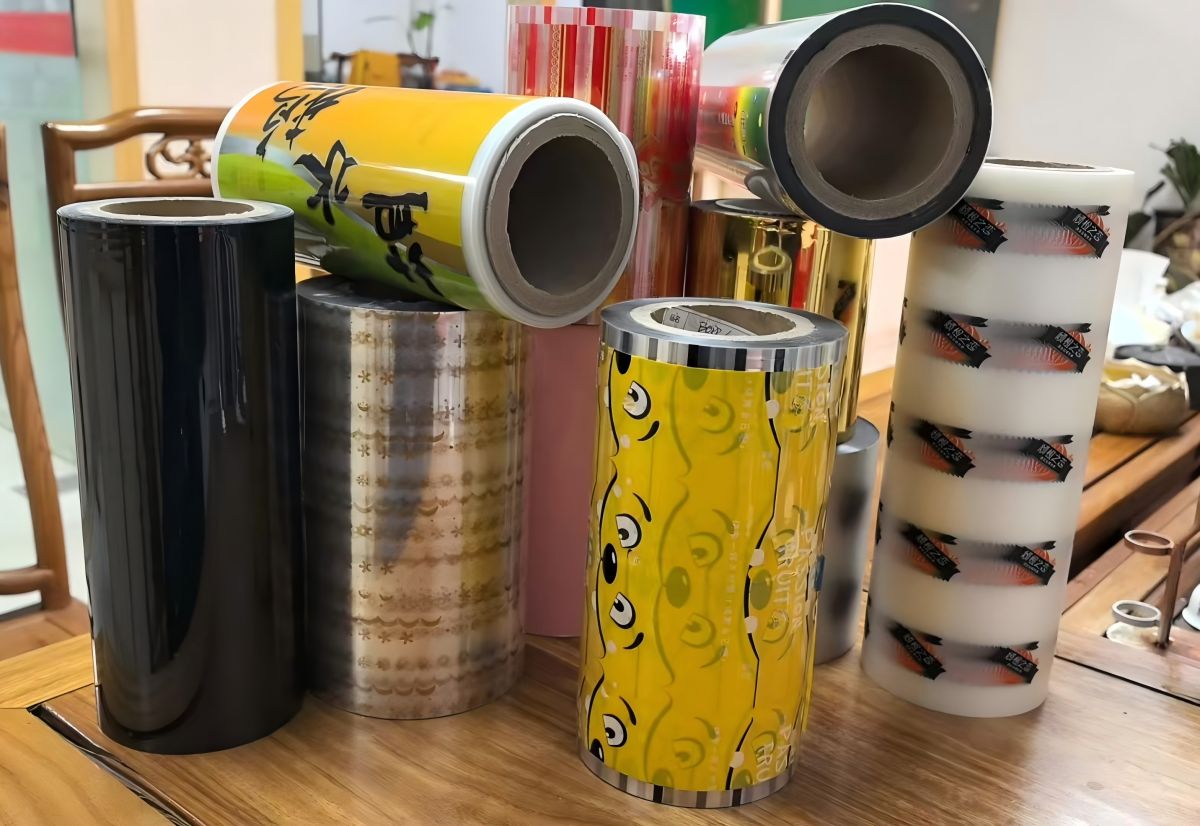
Multilayer laminated film is a high-performance packaging material composed of multiple layers of different films laminated together. This structure combines the unique properties of each layer to achieve superior barrier protection, mechanical strength, and aesthetic appeal. Laminated films are widely used in food packaging, pharmaceutical packaging, personal care products, and industrial applications.
Key features and benefits include:
- High Barrier Properties – Multilayer laminated films provide excellent barrier protection against moisture, oxygen, light, and other external factors, extending the shelf life of packaged products. Different material combinations allow for customized barrier levels based on specific packaging needs.
- Enhanced Mechanical Strength – The combination of multiple film layers improves overall tensile strength, puncture resistance, and durability, ensuring that the packaging maintains its integrity during transportation and handling.
- Heat Sealability – Many multilayer laminated films are designed with a heat-sealable layer, ensuring secure and reliable sealing to protect the contents and prevent contamination or leakage.
- Customizable Structures – Available in a variety of layer combinations to meet diverse functional requirements such as transparency, metallization, matte finish, and tactile effects. Different substrates can be laminated to achieve specific properties like flexibility, rigidity, or high-temperature resistance.
- Excellent Printability & Visual Appeal – The outermost layer of laminated films is often designed for high-quality printing, allowing for vibrant colors, branding, and product information to be displayed effectively.
- Versatile Applications – Suitable for a wide range of industries including food packaging (snacks, frozen foods, dairy products, and ready-to-eat meals), pharmaceuticals, pet food, agricultural products, and industrial applications requiring high protection.
Common Multilayer Laminated Film Structures:
- BOPP/CPP – Provides high transparency, excellent printability, and good moisture resistance. Commonly used for snack packaging, dry food packaging, and personal care products.
- BOPP/PE – Combines the stiffness and clarity of BOPP with the flexibility and sealability of PE. Suitable for food pouches, bakery packaging, and daily consumables.
- PET/PE – Offers high mechanical strength and superior printability with excellent heat sealing. Frequently used in frozen food, vacuum packaging, and liquid packaging applications.
- MPET/CPP – A cost-effective structure where metallized PET enhances the barrier properties, while CPP ensures strong sealing. Suitable for moisture-sensitive snacks, powdered products, and retort pouches.
- MPET/PE – A flexible, high-barrier structure ideal for packaging products requiring superior moisture protection, such as dairy, coffee, and snack foods.
- NY/PE – Combines nylon (NY) for strength and puncture resistance with PE for excellent sealing, often used in vacuum packaging and liquid pouches.
- NY/CPP – Combines nylon (NY) for superior puncture resistance and toughness with cast polypropylene (CPP) for excellent heat sealing properties. Ideal for vacuum packaging, frozen food, and high-strength packaging applications.
- PET/CPP – Offers high tensile strength and excellent printability from PET, along with the flexibility and sealing capability of CPP. Commonly used in snack packaging, retort pouches, and pharmaceutical packaging.
- CPP/MPET/BOPP – Features a metallized PET (MPET) layer for enhanced barrier properties, providing excellent protection against moisture and oxygen. Commonly found in coffee, tea, and snack packaging.
- BOPP/MPET/CPP – Features metallized BOPP for improved barrier properties, combined with CPP for heat sealability. Used in snack packaging, dry food packaging, and decorative wrapping applications.
- PET/MPET/CPP – Utilizes metallized PET (MPET) for excellent moisture and oxygen barrier, with CPP providing flexibility and heat sealing. Common in high-barrier food packaging and coffee bags.
- PET/MPET/PE – A multi-layered structure offering strong tensile strength, high-barrier protection, and excellent sealability. Ideal for premium food packaging, liquid packaging, and industrial applications.
- BOPP/AL/CPP – Incorporates aluminum (AL) for excellent light and oxygen barrier protection, making it ideal for high-barrier snack packaging, tea bags, and moisture-sensitive goods.
- PET/AL/CPP – A high-barrier structure with aluminum foil providing full light, moisture, and oxygen protection. Commonly used in retort packaging, medical packaging, and high-end food applications.
- BOPP/AL/PE – Features aluminum for strong barrier properties, with PE for flexibility and heat sealability. Suitable for dairy, coffee, and instant food packaging.
- PET/AL/PE – Incorporates an aluminum (AL) foil layer for maximum barrier protection against light, air, and moisture, making it ideal for pharmaceutical and high-end food packaging.
- NY/MPET/CPP – Combines the toughness and puncture resistance of nylon with the barrier properties of metallized PET and the heat sealability of CPP. Used for high-barrier vacuum packaging and liquid packaging.
- NY/MPET/PE – Provides strong mechanical properties, barrier protection, and good flexibility. Ideal for vacuum-sealed packaging, frozen foods, and pharmaceutical applications.
- NY/AL/CPP – Incorporates aluminum foil for superior oxygen and moisture resistance, with nylon adding puncture strength. Suitable for premium food packaging and medical packaging.
- NY/AL/PE – A high-performance structure offering excellent puncture resistance, high barrier protection, and strong sealing. Commonly used in vacuum packaging, retort pouches, and pharmaceutical applications.
- ……
These multilayer laminated films provide specialized solutions across industries, ensuring that products remain fresh, protected, and visually attractive on the market.
Customization in thickness, width, and additional features like anti-fog properties, easy-tear designs, matte finishes, high-barrier coatings, or laser perforation etc., enhances optimal performance for specific packaging needs.
Your perfect packaging solution is just a message away. Contact us today!